ඝන බිත්ති වානේ පයිප්ප නිෂ්පාදකයාගේ කොටස්

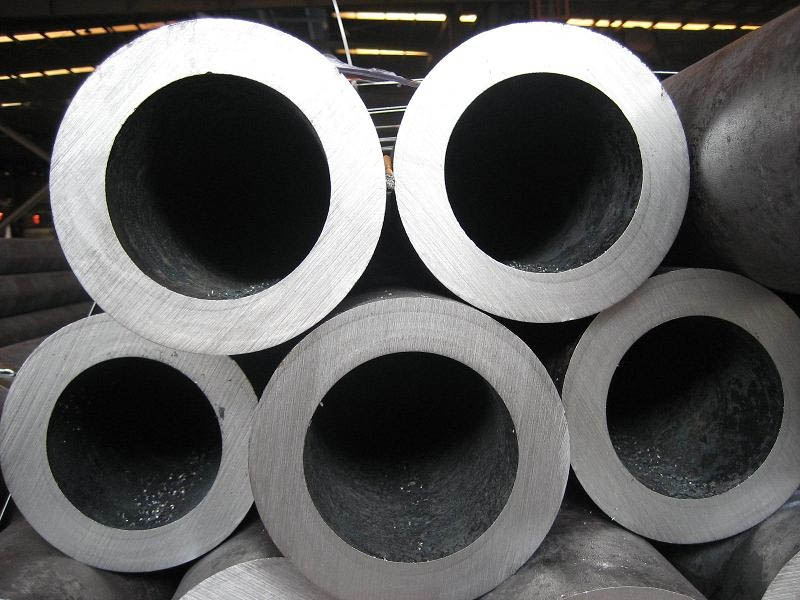
ඝන බිත්ති වානේ පයිප්ප සහ තුනී බිත්ති වානේ පයිප්ප අතර විශාලතම වෙනස වන්නේ වානේ පයිප්ප බිත්තියේ ඝණකමයි. සාමාන්යයෙන් කථා කරන විට, තුනී බිත්ති වානේ පයිප්ප සීතල ඇද ගන්නා තාක්ෂණයක් වන අතර ඝන බිත්ති වානේ පයිප්ප සාමාන්යයෙන් උණුසුම් රෝල් කරන ලද තාක්ෂණයකි. මිනුම් ඒකකය මගින් එය වෙන්කර හඳුනා ගන්නේ නම්, සාමාන්යයෙන් සැලකෙන්නේ බිත්ති ඝණත්වය / නල විෂ්කම්භය 0.05 ට සමාන ඝන බිත්ති වානේ පයිප්ප සහ තුනී බිත්ති වානේ පයිප්ප අතර ජල පෝෂකය, බිත්ති ඝණත්වය / පයිප්ප විෂ්කම්භය 0.05 ට අඩු තුනී බිත්ති වානේ පයිප්ප සහ 0.05 ට වැඩි විෂ්කම්භයක් සහිත ඝන බිත්ති සහිත වානේ පයිප්ප. යෙදුම අනුව, තුනී බිත්ති වානේ පයිප්ප බොහෝ විට පයිප්ප මත භාවිතා වේ. ඝන බිත්ති වානේ පයිප්ප බොහෝ විට හිස් කොටස් හිස් භාවිතා වේ. පීඩන දරණ සහ වැදගත් නල මාර්ග මත භාවිතා වේ.
චීනයේ බහුලව භාවිතා වන ද්රව්ය වන්නේ: 10#, 20#, 45#, 42CrMo, 36crmo, 40Cr, 20Cr, 15CrMo, 12Cr1MoV, Q235A, Q235B, 0Cr13, 1Cr17, 031,041 L290, X42, X46, X70, X80.
ඝන බිත්ති වානේ බට වෑල්ඩින් කිරීමේදී මුලින්ම වෑල්ඩින් කරන ලද හන්දියේ ඇති තෙල්, තීන්ත, ජලය, මලකඩ ආදිය පිරිසිදු කර බිත්තියේ ඝනකමට අනුව කට්ට සාදා ගන්න. ඝන ඒවා විශාල වශයෙන් විවෘත වන අතර තුනී ඒවා කුඩා (කෝණ ඇඹරුම් යන්තයක්) විවෘත කරනු ඇත, පසුව නිෂ්පාදන අතර පරතරය සාමාන්යයෙන් වෑල්ඩින් සැරයටිය හෝ වෙල්ඩින් වයර් විෂ්කම්භය 1-1.5 ගුණයකින් වැඩි වේ. වලක් අහම්බෙන් විශාල ලෙස විවෘත වී ඇත්නම්, එය කුඩා ලෙස වෙන් කළ හැකිය. ස්ථාන වෑල්ඩින් අවම වශයෙන් ස්ථාන තුනකින් සිදු කළ යුතුය. සාමාන්යයෙන්, කරුණු හතරක වැඩ කිරීම පහසුය. වෑල්ඩින් කරන විට, එය අර්ධ වෑල්ඩින් කළ යුතුය. ආරම්භක ලක්ෂ්යය ප්රතිවිරුද්ධ පැත්තේ සිට සන්ධිය සෑදිය හැකි පරිදි, පහළ ලක්ෂ්යයට වඩා සෙ.මී. වානේ පයිප්ප බිත්තිය ඝන නම්, එය ස්ථර, අවම වශයෙන් ස්ථර දෙකක් විය යුතුය. දෙවන ස්ථරය වෑල්ඩින් කළ හැක්කේ පළමු ස්ථරය සම්පූර්ණ රවුමක වෑල්ඩින් කිරීමෙන් පසුව පමණි.
වටකුරු නල හිස් → තාපනය → සිදුරු කිරීම → ත්රි රෝල් හරස් පෙරළීම, අඛණ්ඩ පෙරළීම හෝ නිස්සාරණය → පයිප්ප ඉවත් කිරීම → ප්රමාණය (හෝ අඩු කිරීම) → සිසිලනය → සෘජු කිරීම → ජල ස්ථිතික පරීක්ෂණය (හෝ දෝෂ හඳුනාගැනීම) → සලකුණු කිරීම
වානේ පයිප්පයේ බිත්ති ඝණත්වය 12.5mm ට වඩා වැඩි නොවන විට, වෑල්ඩින් ශක්තිමත් කිරීම 3.0mm ට වඩා වැඩි නොවේ; වානේ පයිප්පයේ බිත්ති ඝණත්වය 12.5mm ට වඩා වැඩි වන විට, වෑල්ඩින් ශක්තිමත් කිරීම 3.5mm ට වඩා වැඩි නොවේ.
මිලිමීටර 168.3 ට නොඅඩු නාමික බාහිර විෂ්කම්භයක් සහිත වානේ පයිප්ප සෘජු හෝ සැපයුම්කරු සහ ගැනුම්කරු විසින් එකඟ වූ නැමීමේ දර්ශකයට අනුව විය යුතුය.
168.3mm ට වැඩි නාමික බාහිර විෂ්කම්භයක් සහිත වානේ පයිප්ප සඳහා, වක්රය වානේ පයිප්පයේ මුළු දිගෙන් 0.2% ට වඩා වැඩි නොවිය යුතුය.
පයිප්ප කෙළවරේ බිත්ති ඝණත්වය 4mm ට වඩා වැඩි වානේ පයිප්ප සඳහා, නල අවසානය 30 ° + 5 ° 0 °, 1.6mm ± 0.8mm ක මූලයක් සමඟ සකස් කළ හැකි අතර, නල කෙළවරේ බෑවුම ට වඩා අඩුය. හෝ 5mm ට සමාන වේ.





